Wie die riesigen Spiegel auf größte Teleskop der Welt hergestellt werden
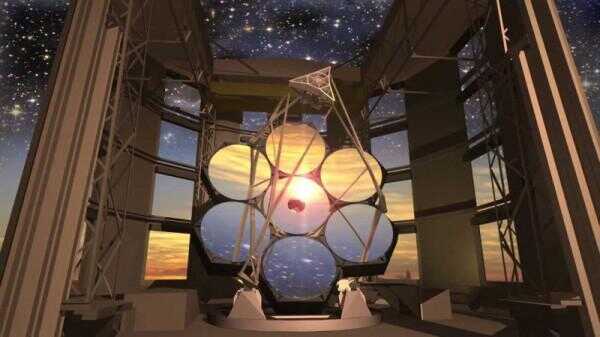
Das Giant Magellan Telescope ist einfach der ehrgeizigsten terrestrischen Astronomie Programm Menschheit je entwickelt wurden. Es hat – ganz wörtlich – wurden aus dem Boden aufgebaut durch die Nutzung einer brillanten, einzigartigen einfallenden Design und bleeding Edge Fertigungstechniken. Und nirgends ist das offensichtlicher als in das Teleskop enorme Spiegelsystem.
Diese Spiegel sind noch im Prozess der Besetzung, Boden und optische poliert, sehr enge Toleranzen, sind das Ergebnis eines revolutionären Produktionsprozesses durch das Team an der University of Arizona Steward Observatory Mirror Lab entwickelt. Wir setzten uns mit Kumpel Martin, Astronom und U von A-Projektwissenschaftler der optischen Polieren-Programm der Universität seit den 1980er Jahren mehr geleitet hat auf wie diese unglaubliche Spiegel unternommen werden.
Gizmodo: kannst du mir ein bisschen mehr über die Spiegel selbst – wo das Glas stammt aus, was macht die Produktion verarbeiten bringen?
Wir kaufen das Glas von Ohara, ein japanisches Unternehmen. Es ist ein qualitativ hochwertiger Borosilikat Glas sehr ähnlich Pyrex — auf Ohara, sie nennen es e-6 Glas.
Einige grundlegende Fakten über die Spiegel:
- Sie sind die größten Spiegel aller Zeiten
- Sie sind die einzige große Lightwave Spiegel aller Zeiten
- Sie sind in eine wabenartige Struktur angeordnet, die Sie 5 x leichter als ein fester Spiegel mit denselben Abmessungen macht.
Dies vermittelt eine Reihe von Vorteilen, weshalb der GMTO beschlossen, diesen Spiegel verwenden. Sie bleiben steif Dank Wabenstruktur und wird nicht unter seinem eigenen Gewicht zu verzerren, fast so viel wie andere Spiegel Designs würde. Und weil alle Glas-Abschnitte sehr dünn sind – nichts ist mehr als 28 mm dick – das Glas folgt die Temperatur der Luft um ihn herum so wie der Spiegel kühlt durch die Nacht, das Glas kühlt mit ihm. Und das vermeidet erstellen Turbulenzen, die die Bilder verderben könnte.
Das bedeutet für die GMT, können Sie ein 25-m-Teleskop mit sehr wenige bewegliche Teile oder Teile, die Sie zu kontrollieren – es hat nur die sieben Hauptspiegel-Segmente und die sieben Segmente der Sekundärspiegel.
Und unter den konkurrierenden Projekten, die nächste einfachste hatte mehr als 500 Hauptspiegel-Segmente (das sind die 30 m Teleskop) und das europäische Projekt hatte noch mehr als das: 700-800 Segmente. Das macht es so gibt es weniger Teile, die Sie zur Kontrolle mit einer hohen Genauigkeit.

Das Waben-förmigen Substrat der Spiegel. Bild: Universität von Arizona
Und wie sind diese Spiegel beschichtet und poliert?
Das Polieren ist ein interessantes Problem wegen der Form dieser Spiegel – sie sind sehr sehr anders als eine sphärische Fläche mit konstanter Krümmung. Und das war für die Geschichte der Optik-Fertigung-wie erstelle ich mehr und mehr asphärischen Krümmungen.
Das erste Teleskop, das Isaac Newton gemacht hatte, einen sphärischen Spiegel haben, weil das das einzige war, die, das Sie zur Zeit produzieren könnte. Und er konnte mit ihm weg erhalten, denn es war ein sehr kleines Teleskop. Aber mit größeren Teleskopen musst du den Spiegel mehr parabolische Form stellen und wenn man bis zu 25 Metern gibt es ein großer Unterschied zwischen die parabolische Form und eine Kugelform.
Mit der GMT, sind wir mit 14 mm Abweichung von einer Kugelform zu tun – es sieht aus wie ein Sattel oder eine Pringles-Chip. Es ist wirklich eine Herausforderung, diese Form zu polieren und noch schwieriger, genau zu messen. Fast alles, was wir tun hat eine natürliche Tendenz, mit einer kugelförmigen Oberfläche zu arbeiten, wo die Krümmung ist einheitlich und wir haben es mit diesem seltsamen parabolischen Form im Wesentlichen zwingen – jedes Werkzeug hat auf diesen Platz Krümmung verändert.

Bild: Ray Bertram, Steward Observatory, Universität von Arizona
Wir verwenden eine Vielzahl von Werkzeugen, vor allem von zwei Arten: Wir haben ein aktives Instrument namens eine Stress-Runde – eine Runde ist nur eine allgemeine Bezeichnung für ein Polieren-Tool, das wir dehnen oder "Stress" über die Spiegelfläche entsprechend seiner Krümmung zu einem gegebenen Zeitpunkt. Das ist eine Technologie, die wir hier entwickelt, um weitere asphärischen Oberflächen, welche das Teleskop ist Entwürfe forderten. Es ist ein relativ großes Werkzeug – etwa einen Meter im Durchmesser – und es ist sehr steif, so dass wenn Sie es auf eine Spiegelfläche reiben, es steif genug ist, um natürlich "die hohen stellen, die Teile, die abgenutzt werden müssen" und macht es weicher.
Die andere Art von Werkzeug, das wir verwenden ist ein kleiner, mehr biegsam Werkzeug – es ist flexibel genug, um der sich ändernden Krümmung des Spiegels Folgen – sind zwischen 10 und 35 cm im Durchmesser. Verwenden wir diejenigen, die nicht zum Glätten – sie sind nicht steif genug dafür – aber eher für "direkte entstellende" wo wir die hohen stellen zu identifizieren und mehr Zeit reiben auf diese Stellen verbringen zu bringen, um die unteren Plätze entsprechen.
Es ist ein sehr iterativen Prozess. Wir hatten über 50 bis 80 Zyklen Polieren und messen. Wenn wir messen, erzeugen wir eine Reliefkarte der Fehler in der Spiegelfläche. Wir füttern die Karten in einen Computer, auf dem die Polierwerkzeuge zu kontrollieren, so dass er verbringt mehr Zeit oder übt mehr Druck auf die hohen stellen.
Warten Sie, so dass der Prozess automatisiert ist?
Es ist weitgehend automatisiert, ja. Ist zumindest das Polieren selbst. Wenn wir diese Werkzeuge auf dem Glas herum laufen, ist es komplett computergesteuert. Das menschliche Element ist zu entscheiden, welche Art von Taktiken auf der Karte Fehler basiert.

Bild: Carnegie Institution for Science
Und was tun Sie, dass Höhenlinienkarte zu generieren?
Es gibt eine Reihe von verschiedenen Messgeräten. Die Haupt- und die wichtigsten, und das ist ziemlich viel Standard in der gesamten Branche, nennt man ein Interferometer. Die Spiegelfläche mit Laserlicht beleuchtet, reflektiert das Licht zurück, das Instrument, das das Licht sammelt.
Die Optik in das Gerät sind so eingerichtet, dass mit einem perfekten Spiegel das Licht mit der gleichen Wavefront zurückgegeben werden, die zunächst das Instrument hinterlassen, die als eine perfekte Oberfläche erkannt wird.
Wenn der Spiegel eine Beule hat, dann die auf die zurückkehrenden Wavefront eingeprägt bekommt und das Instrument das Licht immer wieder analysieren kann, identifizieren die Hochs und Tiefs auf eine Auflösung von etwa 1/100 einer Wellenlänge – ca. 5 nm.
Und welche Art von Genauigkeit Toleranzen ist das Team anstreben?
Grob gesagt, wir haben einen durchschnittlichen Fehler von ca. 25 nm. Das heißt, die Oberfläche muss innerhalb von 25 nm — ein Millionstel Zoll – von einem "perfekten" Oberflächenform. Die Messungen (, die wiederum zu lösen bis 5 nm) sind gut genug, die größere Herausforderung ist Polieren und die Oberfläche mit einer 25 nm Genauigkeit zu kontrollieren.
Wie lange dauert es, bis vollständig Schleifen und Polieren ein Spiegel-Segment?
Es ist ungefähr ein Jahr pro Spiegel polieren. Wir haben nur eins und das war das erste. Es war der erste Spiegel dieser Art, die jemals irgendwo gebaut worden waren, so dass es uns mit, dass man ein wenig länger dauerte, da wir mussten entwickeln und bauen alle Ausrüstung und Techniken dafür. Wir sind bereits zu Beginn auf den zweiten Spiegel und wir erwarten, dass, wenn wir unserem Schritt getroffen, wird es ein Jahr des Polierens pro Segment werden.
Es gibt andere Etappen der Herstellung zu. Zuerst müssen wir das Glas in seiner Form zu schmelzen, dann haben wir einige Schleifen zu tun. Das sind mehr oder weniger die drei Stufen: die Spiegel gießen, Schleifen sie in Form, dann Polieren sie. Glücklicherweise haben wir drei Stationen, so dass wir auf drei spiegeln gleichzeitig arbeiten können.
Also wieviel Abweichung haben die Spiegel Ausfahrt des Gießprozesses mit? Wie viel Schleifen erforderlich ist, bevor der Spiegel an der Polier Bühne geht?
Es ist erwähnenswert, dass wir gießen Spinnen, damit wir das Glas drehen sind, wie es geschmolzen ist, die schließlich bilden eine parabolische Oberfläche aber nicht eine, die sehr genau ist. Wir versuchen nicht, die optische Qualität hier zu erreichen. Für eine eher traditionelle, symmetrischen Spiegel bekommen wir es innerhalb von etwa einen Millimeter die richtige Form aus Gießen. Aber wegen der Unsicherheiten im Gießverfahren wir haben auch einige zusätzliche Glas hinzufügen, damit es als eine Abweichung von 6 bis 8 mm, die wir haben endet, Schleifen Sie.
Jetzt GMT Spiegel unterschiedlich sind, dass sie diese 14 mm Sattel Form Abkehr von einer perfekt symmetrische Oberfläche, haben so dass unserem Casting verarbeiten – wenn Sie eine Flüssigkeit Spinnen, Sie eine Parabel erhalten und das ist, was unsere Gehäuse produziert. Wir haben eine symmetrische Parabel ist die beste Annäherung der sattelförmige, einfallenden Parabel, die wir brauchen, so dass wir immer in diesem 14 mm Sattelform mahlen.
Der Spiegel hat, dass Form ist, weil das ganze 25-m-Teleskop einen symmetrischen Parabolspiegel – aber die Segmente, die nicht in der Mitte, also "off-Axis" – sind asymmetrische Stücke von dieser größeren Parabel und wenn Sie diese Offset Stücke davon nehmen, sehen Sie die 14 mm sattelförmige Abreisetag. Das ist was wir brauchen, in den Außensegmenten der GMT-Spiegel setzen. Während des Schleifens, gelangen wir zu einer Genauigkeit von ca. 100 µm. Dann wird das Polieren, die schrittweise bis auf die 25 nm-Toleranz reduzieren.
Sehen Sie alle anderen Anwendungen für diese Polieren Tools und Methodik außerhalb des GMT-Projekts?
Es ist eine ziemlich spezialisierte Prozess aber ist gut für mehr als nur große Astronomie Teleskopspiegel. Wirklich jede Art von präzisen optischen Systems, die Linsen oder spiegeln verwendet – vor allem asphärische Sorten – können davon profitieren. Die Technologie wird an anderen Orten verwendet, um Spiegel für Teleskope, bildgebende Systeme, und Licht-Fokus Optik für Fusion Energie-Programme.

Wie man es nicht auf höchste Wasserrutsche der Welt (von jemandem, der lebte) sterben

Wie wird die nächste höchste Gebäude der Welt gebaut werden
Uhr einen Berg explodieren, macht Platz für die größte Teleskop der Welt

AURORAGOLD: Wie bekommt die NSA in jedem Handy-Netz in der Welt

Die Top 10 besten Herbst-Festivals (In der Welt!) Für die ganze Familie

Die Top 10 schönsten Wasserfälle der Welt

Kabul – die fünfte am schnellsten wachsende Stadt der Welt – aus allen Nähten

Diese Super-Riesen-stricken decken sehen aus wie die bequemste Dinge auf dem Planeten

Wie kann Ihr Leben auf den Kopf von Rating-Agenturen umgewandelt werden, die es falsch machen

Die riesigen Pinsel auf Samsungs neue Robovac schneidet eine breite Schneise durch Schmutz

Spion auf Ihre eigene E-Mail zu sehen, genau wie die NSA hat auf Sie

Promis, die zurück aufs College ging nach berühmt zu werden

Die OBS-Ansicht auf Barack Obamas bei der Befriedung nach Syrien
